
「切削工具の情報サイト タクミセンパイ」は2026年3月19日に切削工具を用いたロボット加工の新領域に挑戦する「ロボットマシニング用ドリル王決定戦」を開催しました。
こちらのページでは、「ロボットマシニング用ドリル王決定戦」の企画内容、参加した切削工具メーカーのドリルと加工条件、加工結果と当日の様子をまとめています。
「ロボットマシニング用ドリル王決定戦」の結果を見ることで、ロボットによる穴あけ加工技術の実力を実測データで確認し、穴あけ精度と生産性を知ることができます。

ロボットマシニング用ドリル王決定戦とは
「ロボットマシニング用ドリル王決定戦」は企画:タクミセンパイ、技術協力:株式会社スギノマシンとして、2026年3月19日にスギノマシン滑川事業所で実施しました。
Φ14ドリルを用いて金属に貫通穴を5つあけ、穴径精度や真円度など9項目を測定し、総合的な評価からロボットでの切削加工に最適なドリルを決定しています。
「ロボットマシニング用ドリル王決定戦」に切削工具メーカー5社がエントリーし、ロボットによる穴あけ加工における最適なドリルの選定、加工条件の設定、切削油剤の使用方法などの技術を競いました。

エントリーした切削工具メーカー5社
- ダイジェット工業株式会社
- 京セラ株式会社
- 三菱マテリアル株式会社
- イスカルジャパン株式会社
- 株式会社タンガロイ
ロボットマシニング用ドリル王決定戦の使用設備

ロボットマシニング用ドリル王決定戦に使用した各種設備の情報をまとめています。
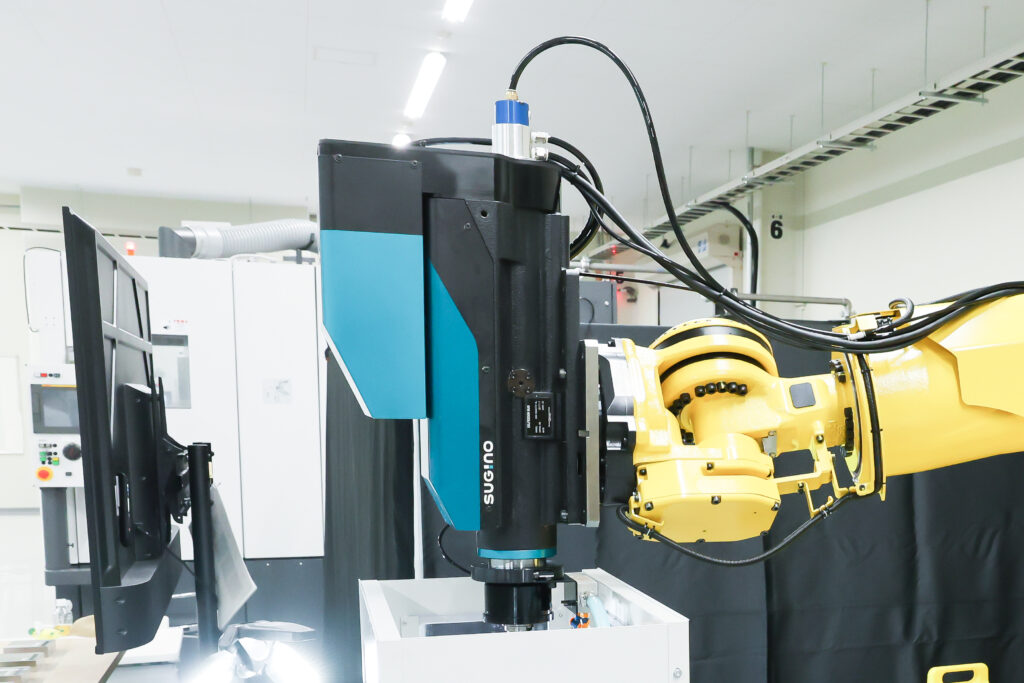
高剛性の「機械加工用6軸垂直多関節ロボット M-810/270-27B」と、ロボットによる高精度な切削加工を可能とする「ロボットマシニングユニットSELFEEDER DUO Robot Edition」を利用している点がポイントです。
| ロボット | 機械加工用6軸垂直多関節ロボット M-810/270-27B (FANUC) |
| ユニット | ロボットマシニングユニットSELFEEDER DUO Robot Edition (スギノマシン) |
| 切削油剤の供給方法 | 外部給油:水溶性 装置:スギノマシン製ユニット 切削油剤:水溶性切削液 クリアカット XE-3 6%希釈(ネオス) |
| 外部給油:MQL 装置:Blube JK(フジBC技研) 切削油剤:MQL WB-14(フジBC技研) | |
| 内部給油 装置:EcoBooster EB7EP(フジBC技研) 切削油剤:MQL WB-14 (フジBC技研) | |
| ホルダ | サイドロック式 BBT30-TSL16-75(大昭和精機) |
| コレット式 BT30-NBS20-75(大昭和精機) | |
| 測定機器 | 三次元測定機 CRYSTA Apex-S 9168(ミツトヨ) |
| 面粗さ測定器 SV-C4500(ミツトヨ) |
ロボットマシニング用ドリル王決定戦の加工内容と評価方法
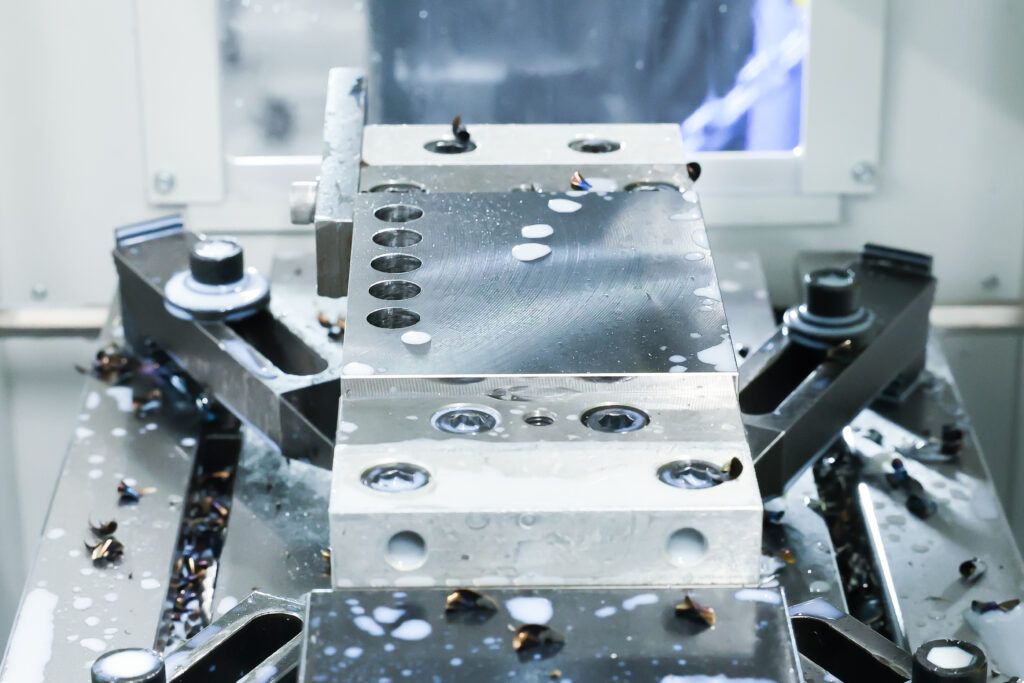
被削材(S50C 板厚30mm)にΦ14の貫通穴を5穴連続であけ、9項目を測定しました。
測定した9項目は、ロボットによる穴あけ加工の品質・安定性・生産性を総合的に評価するために独自に設定しています。
評価項目ごとに順位をつけ、1位=5pt、2位=4pt、3位=3pt、4位=2pt、5位=1ptとしてスコアを集計し、チャンピオンを決定しました。
| No. | 評価項目 | 単位 | 備考 |
| 1 | 加工時間 | sec | 5穴加工に要した時間 |
| 2 | 穴位置精度(X) | mm | 目標穴位置からのX方向精度(5穴平均) |
| 3 | 穴位置精度(Y) | mm | 目標穴位置からのY方向精度(5穴平均) |
| 4 | 穴の直径寸法精度 | mm | φ14からの寸法ずれ(5穴平均) |
| 5 | 穴の真直度 | mm | 穴入口から出口までの穴の真直度(5穴平均) |
| 6 | 穴の真円度 | mm | Φ14ドリルで空いた穴の真円度(5穴平均) |
| 7 | 算術平均粗さ(Ra) | mm | φ14ドリルで空けた穴の内面粗さ |
| 8 | 主軸最大負荷 | % | ドリル加工中の主軸負荷 |
| 9 | ロボット各軸負荷(電流値) | A | ドリル加工中のロボット各軸負荷(6軸平均) |
「ロボットマシニング用ドリル王」の測定の様子を動画で公開しています。
ロボットマシニング用ドリル王決定戦の結果
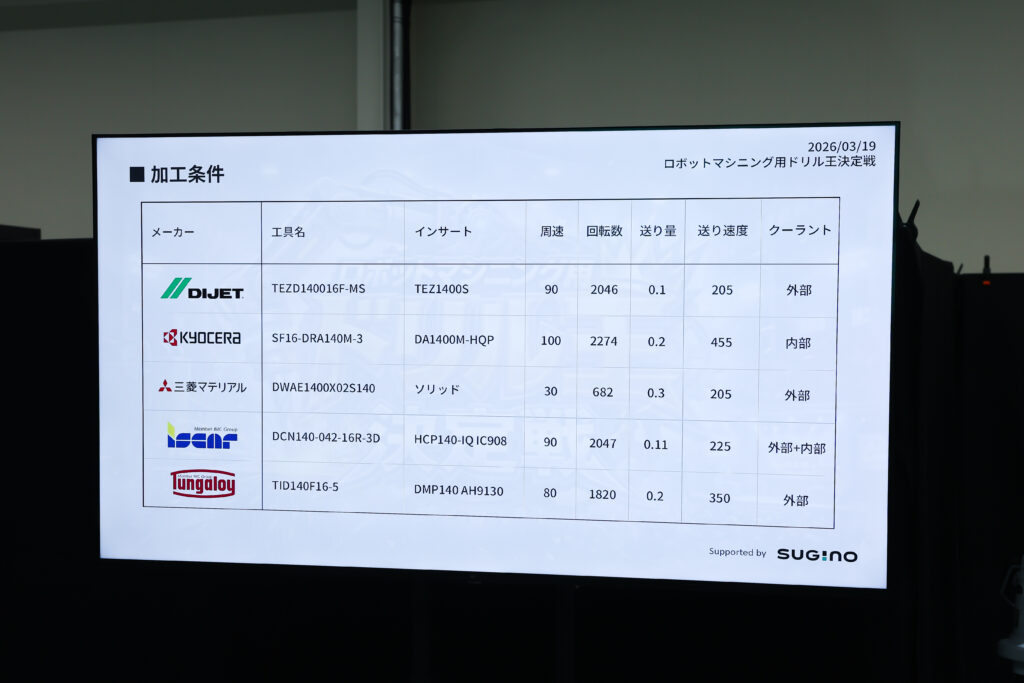
ロボットでΦ14の貫通穴を5穴連続であけるにあたり、切削工具メーカー5社にカタログ品(標準品)からドリルを選定していただき、加工条件と切削油剤供給方法を設定してもらいました。
| メーカー | ボディ型番 + インサート型番 | 切削速度 (m/min) | 送り量 (mm/rev) | 切削油剤 供給方法 |
| ダイジェット | TEZD140016F-MS + TEZ1400S(JC7515) | 90 | 0.1 | 外部給油:水溶性 |
| 京セラ | SF16-DRA140M-3 + DA1400M-HQP PR1525 | 100 | 0.2 | 内部給油 |
| 三菱マテリアル | DWAE1400X02S140 *ソリッドドリル | 30 | 0.3 | 外部給油:MQL |
| イスカルジャパン | DCN140-042-16R-3D + QCP140-2M IC908 | 90 | 0.1 | 外部給油:水溶性 + 内部給油 |
| タンガロイ | TID140F16-5 + DMP140 AH9130 | 80 | 0.2 | 外部給油:水溶性 |
5社の加工結果より、ロボットマシニング用ドリル王のチャンピオンと各賞を決定しています。
エントリーした5社の加工条件には、切削速度・送り量・切削油剤供給方法などに明確な違いがあり、それぞれの狙いが結果に反映されました。
加工時間短縮を狙うメーカーもあれば、精度を重視するメーカーもあり、各社の思想が加工条件に表れています。
ロボットマシニング用ドリル王:チャンピオン
ロボットマシニング用ドリル王:チャンピオンは、スコア合計:40ポイントでイスカルジャパンの「スモウカム」に決定しました。
加工前にイスカルジャパンに意気込みをインタビューしています。
「スモウカム」の製品情報と加工条件を下記にまとめています。
| ホルダ型番 + ヘッド型番 | 切削速度 (m/min) | 回転数(min-1) | 送り量 (mm/rev) | 送り速度 (mm/min) |
| DCN140-042-16R-3D + QCP140-2M IC908 | 90 | 2,047 | 0.1 | 205 |
切削油剤は外部給油:水溶性と内部給油を利用しています。
「スモウカム」の各項目の測定結果・順位・スコアは下記となりました。
| No. | 評価項目 | 単位 | 測定結果 | 順位 | スコア |
| 1 | 加工時間 | sec | 65.3 | 3 | 3 |
| 2 | 穴位置精度(X) | mm | 0.096 | 3 | 3 |
| 3 | 穴位置精度(Y) | mm | 0.108 | 1 | 5 |
| 4 | 穴の直径寸法精度 | mm | 0.020 | 2 | 5 |
| 5 | 穴の真直度 | mm | 0.008 | 1 | 5 |
| 6 | 穴の真円度 | mm | 0.006 | 1 | 5 |
| 7 | 算術平均粗さ(Ra) | mm | 0.41 | 1 | 5 |
| 8 | 主軸最大負荷 | % | 44.3 | 1 | 5 |
| 9 | ロボット各軸負荷(電流値) | A | 2.35 | 1 | 5 |
「ロボットマシニング用ドリル王決定戦」のイスカルジャパンの加工動画を公開しています。
ロボットマシニング用ドリル王:加工時間賞

惜しくもチャンピオンは逃しましたが、京セラのドリルを「加工時間賞」に選びました。
5社で最も短い加工時間「35.6秒」で穴あけを達成しました。
ロボットでの穴あけにおいて、加工時間を重視される場合は参考になるデータです。
「モジュラードリル DRA」の製品情報と加工条件を下記にまとめています。
| ホルダ型番 + ヘッド型番 | 切削速度 (m/min) | 回転数 (min-1) | 送り量 (mm/rev) | 送り速度 (mm/min) |
| SF16-DRA140M-3 + DA1400M-HQP PR1525 | 100 | 2,274 | 0.2 | 455 |
切削油剤は内部給油を利用しています。
「ロボットマシニング用ドリル王決定戦」の京セラの加工動画を公開しています。
ロボットマシニング用ドリル王:穴の直径寸法精度賞
惜しくもチャンピオンは逃しましたが、ダイジェット工業のドリルを「穴の直径寸法精度賞」に選びました。
5社で最も高い穴の直径寸法精度「0.007mm(5穴平均)」を達成しました。
ロボットでの穴あけにおいて、穴径精度を重視される場合は参考になるデータです。
「TA-EZドリル」の製品情報と加工条件を下記にまとめています。
| ホルダ型番 + ヘッド型番 | 切削速度 (m/min) | 回転数 (min-1) | 送り量 (mm/rev) | 送り速度 (mm/min) |
| TEZD140016F-MS + TEZ1400S(JC7515) | 90 | 2,046 | 0.1 | 205 |
切削油剤は外部給油:水溶性を利用しています。
「ロボットマシニング用ドリル王決定戦」のダイジェット工業の加工動画を公開しています。
ロボットマシニング用ドリル王:ソリッドドリルチャレンジ賞

惜しくもチャンピオンは逃しましたが、三菱マテリアルのドリルを「ソリッドドリルチャレンジ賞」に選びました。
唯一のソリッドドリルで健闘され、インサート式ドリルに負けない結果を出されました。
ロボットでの穴あけにおいて、ソリッドドリルや外部MQLが必須条件となる場合は参考になるデータです。
「自動盤・小型旋盤用超硬ソリッドドリル WSTARドリルシリーズ「DWAE」」の製品情報と加工条件を下記にまとめています。
| ホルダ型番 | 切削速度 (m/min) | 回転数 (min-1) | 送り量 (mm/rev) | 送り速度 (mm/min) |
| DWAE1400X02S140 | 30 | 682 | 0.3 | 205 |
切削油剤は外部給油:MQLを利用しています。
「ロボットマシニング用ドリル王決定戦」の三菱マテリアルの加工動画を公開しています。
ロボットマシニング用ドリル王:5Dドリルチャレンジ賞
惜しくもチャンピオンは逃しましたが、タンガロイのドリルを「5Dドリルチャレンジ賞」に選びました。
唯一5Dドリルで挑戦され、他のドリルに負けない安定した結果を出されました。
ロボットでの穴あけにおいて、ロングドリルが必須条件となる場合は参考になるデータです。
「ヘッド交換式ドリル DrillMeister」の製品情報と加工条件を下記にまとめています。
| ホルダ型番 + ヘッド型番 | 切削速度 (m/min) | 回転数 (min-1) | 送り量 (mm/rev) | 送り速度 (mm/min) |
| TID140F16-5 + DMP140 AH9130 | 80 | 1,820 | 0.2 | 350 |
切削油剤は外部給油:水溶性を利用しています。
「ロボットマシニング用ドリル王決定戦」のタンガロイの加工動画を公開しています。
「ロボットマシニング用ドリル王決定戦」当日の様子
「ロボットマシニング用ドリル王決定戦」当日の様子を写真付きで紹介します。
企画説明と設備紹介
スギノマシン滑川事業所の洗ラボ内にて「ロボットマシニング用ドリル王決定戦」を開催しました。

「ロボットマシニング用ドリル王決定戦」に使用する設備の他、会場の雰囲気を高めるモニタなどをスギノマシン様にご用意いただきました。

切削工具メーカー5社分が会場に入り、タクミセンパイより当日の流れを説明した後、スギノマシン 武藤様より設備の説明をしていただきました。

今回の企画開催の背景となった「市場で求められるロボットでの穴あけ加工」についても武藤様より紹介していただきました。
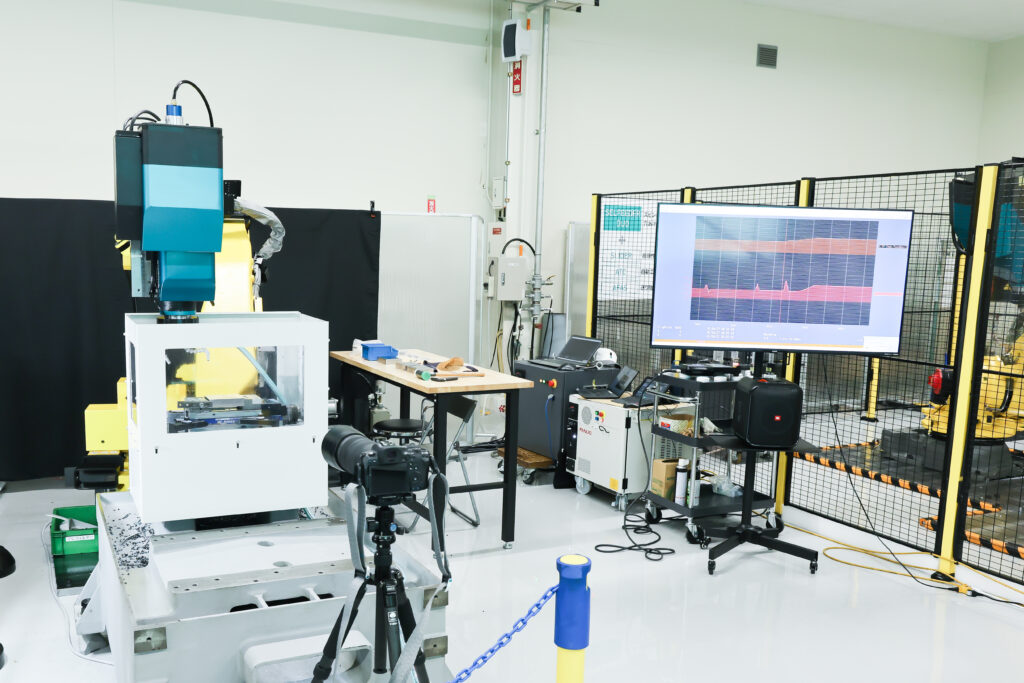
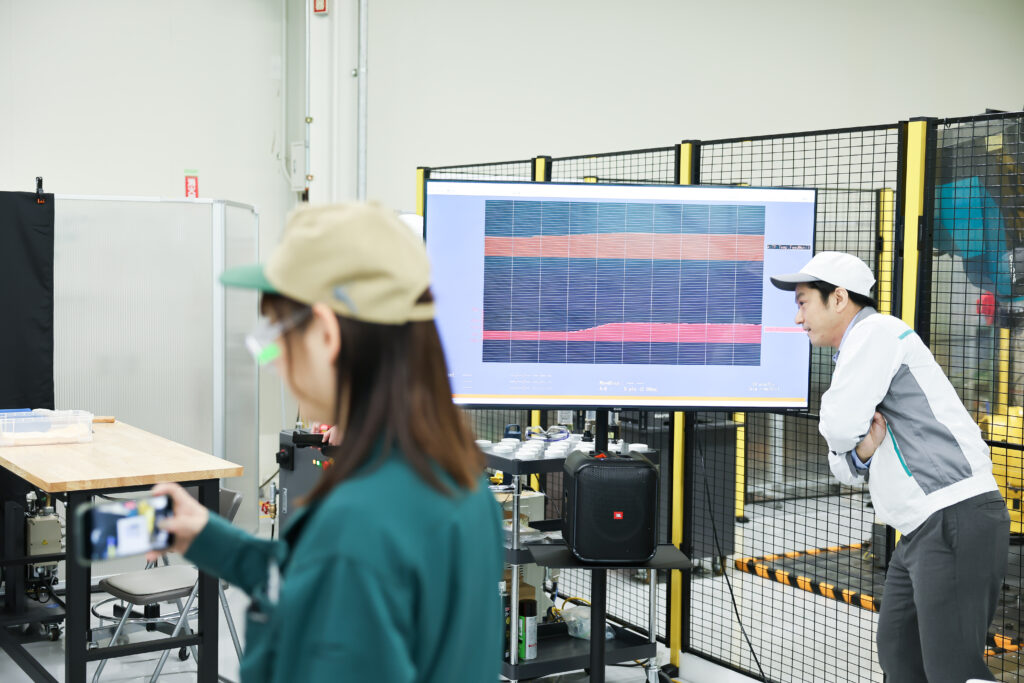
「ロボットマシニング用ドリル王決定戦」では、リアルタイムで主軸負荷をモニタで表示しました。
「ロボットマシニング用ドリル王決定戦」にエントリーした切削工具と加工条件が初めて切削工具メーカー各社に情報公開されました。
他社がどのような製品を選んだのか、加工条件を設定したのか、各社興味津々です。
加工スタート
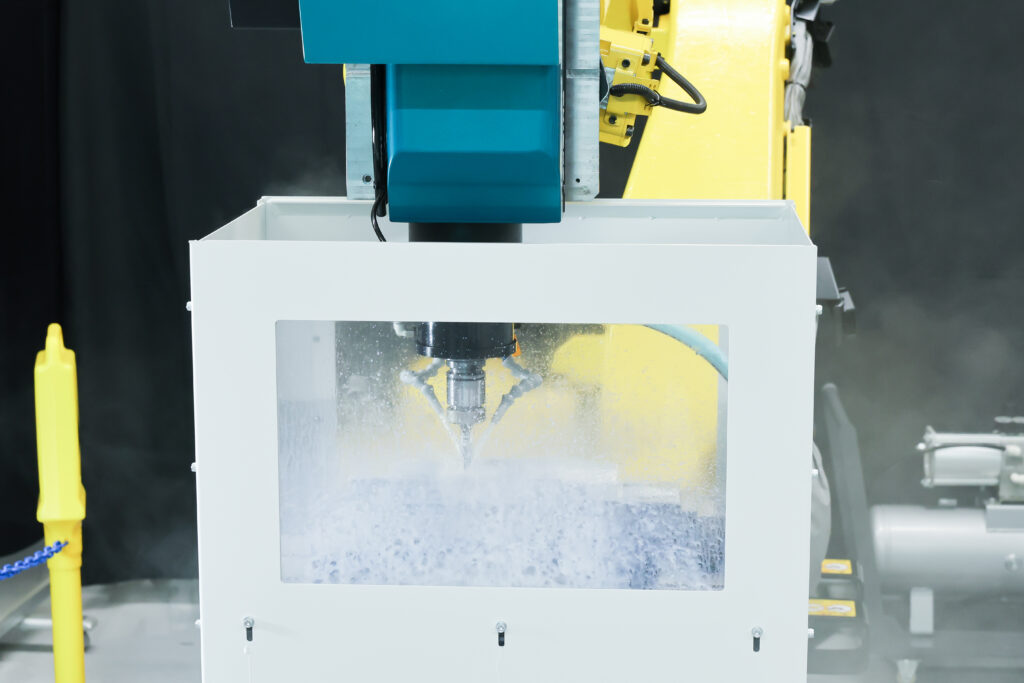
Φ14の貫通穴を5穴連続であける「ロボットマシニング用ドリル王決定戦」の加工がスタートしました。
試加工にて穴あけができることを各社確認しているものの、多くの参加者が見ている中での加工だったため、緊張感のある瞬間です。
加工結果の確認
自社の加工の際は設備の近くで観察していただきました。
その他の4社は、少し離れたところから競合の加工を見学してもらっています。

加工のあと、まずは自社の加工結果を確認いただきました。
穴の見た目や切粉の色・形状の観察、仕上がりを手で触って確認されています。

加工を実施したメーカーの確認が終わったあと、その他の4社にも加工結果を見ていただきました。
他社の加工結果が気になるため、皆さん触ったり写真を撮影されています。
加工開始から結果確認までの一連の流れを、当日の雰囲気が伝わるようダイジェスト動画(8倍速)にまとめています。
当日の現場の様子が伝われば嬉しいです。

加工後、スギノマシン様にて切粉を回収していただき、9項目の測定に移りました。
技術交流

次の加工までの準備時間に、切削工具メーカー各社より一言コメントをもらいました。

切削工具のスペシャリストの皆さまに参加いただいているため、ドリルが食いついた瞬間や抜ける際の音、穴の綺麗さ、切粉の形状・色など他社の結果を真剣に観察されていました。

コメントを通じて、各社の製品選定理由や加工の狙いが確認できました。

競合同士ではありますが、各社の良いところを評価するコメントをいただき、技術者同士の交流が生まれました。

加工結果だけでなく、各社のコメントもあわせて、「ロボットマシニング用ドリル王決定戦」の企画内容が深まったと感じます。

「ロボットマシニング用ドリル王決定戦」すべての加工が終わり、テーブルにワークと切粉を並べました。
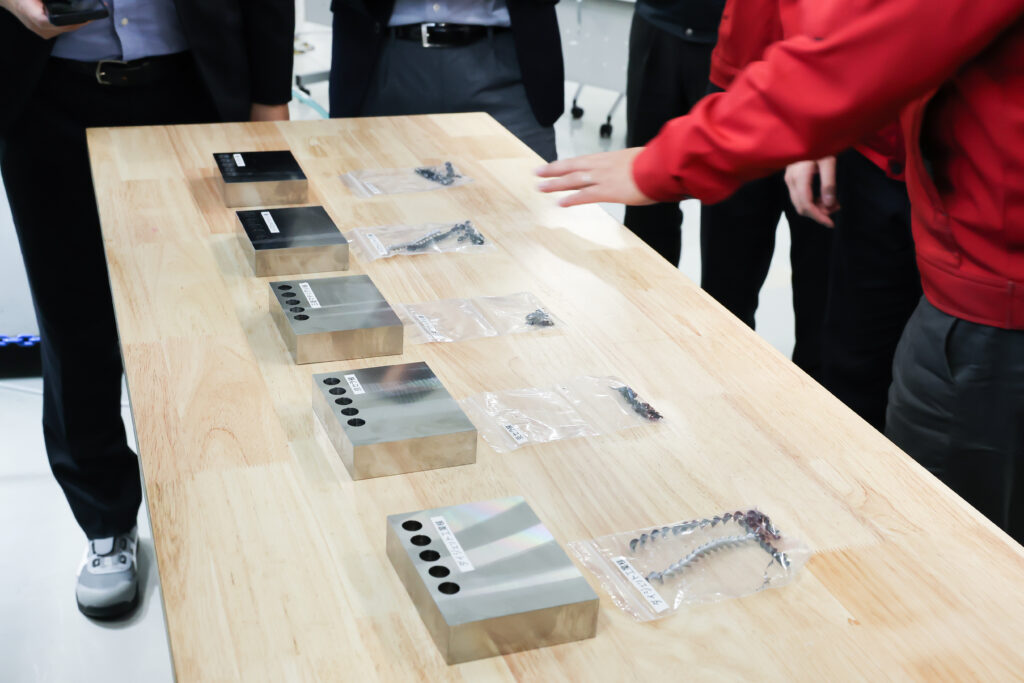
ワークの穴を触ったり、穴や切粉の写真を撮影して、各社の加工結果を観察していただきました。
「ロボットマシニング用ドリル王決定戦」まとめ
ロボットでの切削加工が技術の進歩で少しずつ現実的になってきた中で、Φ14の穴あけは決して簡単な加工ではありません。
その前提で、切削工具メーカー5社にはΦ14の穴あけを精度や加工時間などさらに高いレベルで競っていただきました。
技術レベルの高さを世の中に知ってもらうことが重要であると考え、技術の真剣勝負に少しのエンタメ要素を加え、「ロボットマシニング用ドリル王決定戦」を開催させていただきました。
Xで情報解禁した「ロボットマシニング用ドリル王決定戦」の投稿は、インプレッション1.7万以上を超え、たくさんの方に知っていただけたのではと思います。
5社で技術を競った「ロボットマシニング用ドリル王決定戦」のチャンピオンは、イスカルジャパンの「スモウカム」に決定しました。
イスカルジャパンは製品選定と加工条件の設定に加え、切削油剤を外部給油と内部給油で供給し、設備をフル活用した点が結果につながった理由の1つと考えます。
各社3Dのインサート式ドリルで統一し、外部給油と内部給油で切削油剤を供給して加工すると、結果は変わってくるかもしれません。
また、ロボットでの切削加工は新領域であるため、加工条件の変更で結果が大きく変わる可能性も考えられます。
ただし、現場によっては内部給油のみで加工しなければならないケースもあり、加工環境に応じた条件設定が重要になります。
加工として重視されるのが精度や加工時間というケースもあるため、今回の結果を製品選定や加工条件の設定に役立ててもらえればと思います。
最後に、「ロボットマシニング用ドリル王決定戦」の取り組みが、ロボットによる切削加工の発展と現場での利用促進につながることを期待しています。