イギリスにおける工作機械と切削加工の歴史について詳しく知りたいですか。
この記事を書いた私は工具メーカーでの営業・マーケティングの経験を活かし、切削工具と切削加工業界に特化した専門サイト「タクミセンパイ」を2020年から運営しています。
切削加工に関連した情報源を網羅的に確認し、独自の構成でまとめました。
本記事ではヨーロッパにおける工作機械、イギリス産業革命と工作機械、イギリスにおける測定技術の発展、イギリス工作機械の敗因などについてまとめています。
この記事を読むことで、工作機械と切削加工の発展におけるイギリスの貢献、歴史上の重要人物と発明について詳しく知ることができます。

イギリスにおける工作機械と切削加工の歴史
本記事では切削加工に関連した情報源を元に、イギリスにおける工作機械と切削加工の歴史についてまとめています。
信頼できる情報源として書籍を中心に、PDFで提供されている資料なども確認しました。
切削加工業界に携わるすべての方が楽しめる内容として、専門的な内容は最小限として、歴史上の重要人物と発明を中心に紹介しています。
記事全体の流れとして、時系列を意識して構成しました。
参照した情報源によって年代表記が異なる場合があることをご了承ください。
参考文献
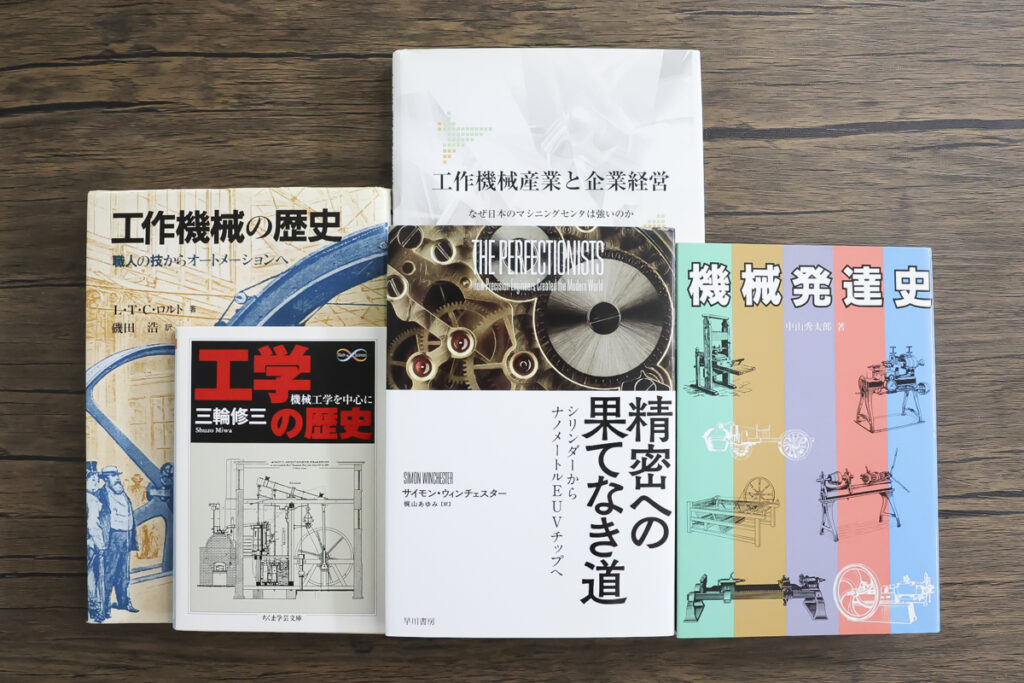
下記を参考文献とさせていただきました。
・工学の歴史:機械工学を中心に(著者:三輪修三、出版:筑摩書房、発売年:2012年)
・イギリスの工作機械産業の分析(著者:鈴木孝男、発表年:2003年)
・工作機械の歴史:職人の技からオートメーションへ(著者:L.T.C. ロルト、出版:平凡社、発売年:1989年)
・精密へ果てなき道:シリンダーからナノメートルEUVチップへ(著者:サイモン ウィンチェスター、出版:早川書房、発売年:2019年)
・工作機械産業と企業経営:なぜ日本のマシニングセンタは強いのか(著者:藤田泰正、出版:晃洋書房、発売年:2008年)
・機械発達史(著者:中山秀太郎、出版:大河出版、発売年:1987年)
・マイクロメータ進化の歴史(著者:ミツトヨ、発表年:2007年)
ヨーロッパにおける工作機械
イギリスでの工作機械と切削加工の歴史につながる、ヨーロッパの歴史について紹介します。
レオナルド・ダ・ヴィンチと工作機械

ルネサンス期(14~16世紀)に、イタリアやスイスで金属加工用の工作機械が発展しました。
ルネサンス期を代表するイタリアのレオナルド・ダ・ヴィンチは、絵画・彫刻・音楽・建築・医学など幅広い領域で才能を発揮した天才です。
そんなダ・ヴィンチは、機械にも興味を持っていました。
ダ・ヴィンチの手記には「器具の科学、すなわち機械に関する科学は、あらゆる学問のうちで、もっとも高等で、かつ有用なものである」という内容が残っています。
木材を丸く削る旋盤、ねじを切るねじ切り盤、木材をくりぬく中ぐり盤のスケッチがダ・ヴィンチの手記に残されており、これらの原理の多くは現在も使われています。
つまり、ダ・ヴィンチは工作機械と関わりが深い、歴史上最古の人物の1人と言えるのではないでしょうか。
ダ・ヴィンチが考案したねじ切り盤のレプリカはヤマザキマザック工作機械博物館で見ることができます。
機械式時計と工作機械
中世ヨーロッパでは、時計師や錠前師が製品をつくるために自作の工作機械を使用していました。
特に、13世紀末にイタリアで生まれた機械式時計は、工作機械の発展と関係が深いと考えられます。
西洋での機械時計の発明は1277年~1300年頃と推定されているようです。
時計の材料として、丸い棒やねじを大量につくる必要があります。
当時は手で刃物(バイト)を持って旋盤で時計の材料を削っていたため、技術を身につけるのに10~20年の経験が必要でした。

上記写真は、1600年代にイタリアで製造された「木工旋盤」です。
当時は写真のような旋盤で時計の部品を加工していたと考えられます。
時計技師の技術は、工作機械に限らず17世紀における科学者の道具と機械の開発に強い影響を与えています。
高精度の時計の需要が、金属やバネなどの特性を研究する方向に進み、工作機械以外の発展にも貢献しました。
機械式時計がヨーロッパで発達した背景の1つが、聖職者の存在です。
聖職者は厳格に秩序立てられた生活を求め、礼拝、黙想、食事、労働など毎日の生活を区切るという習慣を始め、正確な時間を知る必要がありました。
当時、多くの国民は日の出と日没で1日の作業を決めている時代でしたが、聖職者は正確な時間を把握する必要があり、機械式時計が求められました。
この習慣は修道院の外にも広がり、14世紀までには一般民衆の生活リズムとなっていき、機械時計が発達・普及していきます。
ちなみに、時計は英語でCLOCKと書きますが、その語源はラテン語のCLOCCA(鐘)で教会の鐘を意味しており、誕生の背景が今でも言葉として残っています。
その後、機械式時計は大航海時代にあわせて発展していきます。
安全な航海に欠かせない経度を測定するための正確な時計(高精度船舶用時計,マリンクロノメーター)はイギリスで発展しました。
大砲と工作機械
工作機械は兵器の製造においても発展しました。
代表的なものとして大砲を製造する「中ぐり盤」があります。
中ぐり盤は大砲砲身の内径を加工するために16世紀から存在しており、動力としては人力・水車・馬の力などが利用されました。
1710年にイギリスで大砲の砲身加工用に水力発電の縦軸中ぐり盤が開発されましたが、中空の砲身の加工は可能でしたが、中実の砲身の加工には対応できませんでした。
その後、1758年に中実の砲身加工に優れた横型中ぐり盤が完成します。
イギリスの技術者で工場経営者のジョン・ウイルキンソンは、大砲の砲身製造用の中ぐり盤を開発し、高い評価を得ていました。
ウイルキンソンは後にワットの蒸気機関開発に貢献します。
イギリス産業革命と工作機械
イギリスに金属加工用の工作機械が導入されたのは17世紀の終わり頃です。
時計の製造技術とともに、フランスやスイスから工作機械がイギリスに渡ってきます。
イギリスでは時計の他にも計器製作などで工作機械が利用され始めましたが、この時は小型で精密な加工をするためのものでした。
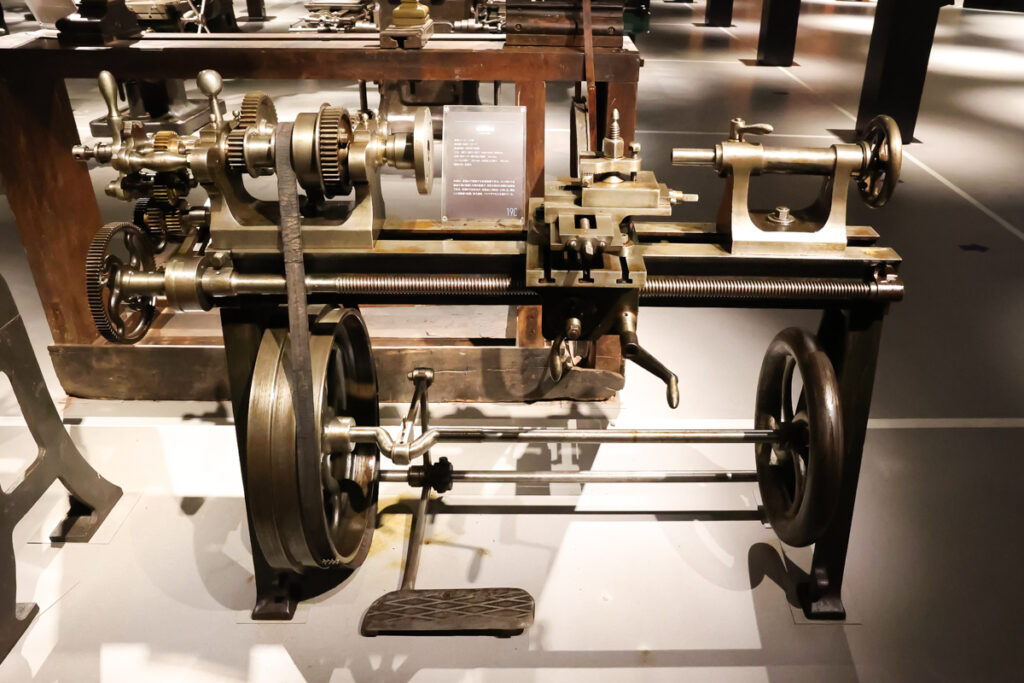
上記写真は、1800年代初期にイタリアで製造された「足踏み旋盤」です。
当時イギリスに輸入された工作機械は写真のような旋盤だったと考えられます。
18世紀中頃、イギリスで産業革命が起きました。
産業革命は綿織物工業から起き、その後に蒸気機関が誕生します。
これら紡績機械や蒸気機関の製造において工作機械が重要な役割を果たしました。
イギリスでは外国貿易が拡大し、軍備では製鉄が、貿易では造船が隆盛をきわめていました。
製鉄用や商業用に燃料として薪の需要が増え、造船においては大量の木材が必要で、森林が乱伐されてイギリスで木材不足が問題となります。
また、イギリスでは代替え燃料として石炭の需要が高まっていました。
石炭を採取するにあために坑道は地下深くに伸び、そこでは排水と送風が問題となります。
当時の排水ポンプや送風機の主な動力源は水車か馬で、戦争で馬の飼料代が高騰していたこともあり、新しい動力源に対する渇望がイギリスで高まっていました。
構造材として鋳鉄を利用するための金属加工技術、石炭採取を進めるための動力源(蒸気機関)を確保するために、イギリスで工作機械が発展していきます。
ワットの蒸気機関とウィルキンソンの中ぐり盤
実用レベルの蒸気機関は1721年に開発されていましたが、燃料消費が膨大で効率が低いものでした。
正確な動きが求められる蒸気機関において、シリンダーやピストンなどをはじめ運動に関係する部品の精度が重要です。
部品の精密加工を実現するために、高い加工精度を実現する工作機械が求められました。
18世紀、蒸気機関のシリンダー内径を精密に切削加工するために「中ぐり盤」が利用され始めます。
しかし、当時の中ぐり盤ではシリンダー内径を完全な円形で加工できず、加工後に人が研磨する必要がありました。
産業革命の中心人物となるジェームズ・ワットも、蒸気機関用のシリンダーを加工していましたが、精度が出ずに困っていました。
その課題に対して、ウィルキンソンが大砲の中ぐり技術を応用し、1774年に精密な加工ができる中ぐり盤を発明します。
ウィルキンソンの協力もあり、ワットは1782年に回転運動を出力として取り出せる回転式蒸気機関を実用化させました。
ワットは手紙に「ウィルキンソン氏は、シリンダー数個に直径50インチ(約127cm)の穴をほぼ誤差なくあけてくれた。・・・どこを測っても、古い1シリング硬貨の厚みほどの違いもない」と残しました。
1シリング硬貨の厚さが0.1インチ(約2.5㎜)だったため、ウィルキンソンが初めてシリンダーを中ぐり盤を用いて削り出した時の公差は0.1インチだったと考えられます。
ウィルキンソンが考案した中ぐり盤のレプリカはヤマザキマザック工作機械博物館で見ることができます。
ワットによって、蒸気機関が単なる揚水機関から一般の産業用動力機械へと飛躍的に発展しました。
当時の重工業は運送事情から、原材料供給地である溶鉱炉の近くで、かつ原動力である水力を確保するために川または運河の近くで操業されるのが一般的でした。
ワットの蒸気機関が成功したことで、水力に依存する必要がなくなります。
ワットは動力機械の出力を表現する物理量を定めるといった大きな功績も残しています。
機械が単位時間あたりに遂行する仕事量を「動力」と名付け、当時のイギリスにおける平均的な馬の出力を調べた上で基準として「1馬力」を動力の単位としました。
ワットが動力を定義して数量化したのは、馬に代わって蒸気機関を売り込むためだったといわれています。
モーズリーのねじ切り旋盤
18世紀後半のイギリスは、格差が広がったことで治安が悪化しました。
その影響もあり、窓や扉に取りつける複雑な(簡単には開けることができない)錠前のニーズがイギリスで高まります。
錠前の製造には旋盤などの工作機械が用いられました。
イギリスの技術者で発明家のヘンリー・モーズリーは、専用の機械や工具を設計し、錠前を量産することに成功しました。
錠前の複雑な形状の部品を短時間でかつ安価に、精密に製造することをモーズリーは実現しています。
モーズリーが製作した鍵のピッキングに成功した者に200ポンドの懸賞金がかけられており、成功者が現れたのは47年後も後だったということで、当時としては非常に精密だったことがわかります。
初期の旋盤は、手で刃物(バイト)を持って削る必要がありました。
そこから、刃物を台に取り付ける方式の旋盤に発展していきます。
モーズリーは木製だった旋盤を鉄製に変え、工具台を旋盤本体に対して正確に平行移動できる「スライドレスト(工具送り台)付き旋盤」を開発しました。
モーズリーのスライドレスト(工具送り台)付き旋盤により、1万分の1インチ(約0.0025㎜)という高い水準で機械加工ができるようになります。
スライドレスト付き旋盤がモーズリーによって開発されたことで、熟練でなくても少し練習すれば誰でも精度の高い加工ができるようになりました。
さらに、モーズリーはスライドレスト付き旋盤を応用し、「ねじ切り旋盤」を1800年に開発します。
当時は、ねじとねじ穴は職人の手作りであり、特定の一組しか組付けることができず、組み合わせの記録を残しておく必要がありました。
モーズリーのねじ切り旋盤の誕生により、ねじ山を一定の大きさに統一して量産することが可能になり、ねじ山を規格化して互換性を誕生させます。
互換性は量産技術の発展において非常に重要な発明でした。
これらの業績から、モーズリーは「工作機械の父」と呼ばれています。
モーズリーの旋盤はロンドン科学博物館に展示されており、モーズリーが考案したねじ切り旋盤のレプリカはヤマザキマザック工作機械博物館で見ることができます。
また、モーズリーは基準平面が重要であることを理解しており、コンパウンドときさげを用いて仕上げた「定番」および「マイクロメータ」を製作し、精度測定の基準とします。
モーズリーのマイクロメータは、1インチを正確に100等分したねじ山を切り、その1周を正確に100等分することで、1万分の1インチを測定することができるものでした。
ホイットワースによる機械加工の近代化
19世紀のはじめには当たり前だった粗野な加工法を近代的な精密可能へと変貌させたのが、モーズリーの工場に就職した技術者のサー・ジョセフ・ホイットワースといわれています。
ホイットワースは多くの工作機械を改良し、より洗練された使い勝手のよいものに発展させました。
1830年当時、1/16インチ(約1.6㎜)の寸法精度で金属部品を加工するためにはかなり優秀な職人でなければ不可能だった状況が、10年後には1/100インチ(約0.25㎜)の加工が当たり前になりました。
これらの精密加工の発展にホイットワースが貢献しています。
ホイットワースは1833年に自分の工場を開き、市販用工作機械の製造を始めます。
それまで工作機械は自家用機として開発されるのが一般的でしたが、市販品としての流通が進みます。
1851年にロンドンで第1回万博博覧会が開かれ、ホイットワースは旋盤・ボール盤・平削り盤・形削り盤・歯切り盤など、優れた多種類の工作機械を展示して世間を驚愕させました。
ホイットワースは機械工作の近代化における功績が多いですが、中でも機械部品の精度向上と標準化が特に評価されています。
工作機械専門の大規模生産をホイットワースが開始したことで、初めて高品質の工作機械が迅速かつ合理的な価格で供給されるようになりました。
機械が普及して多方面で使われるようになると、保守・交換の必要から共通で使われる機械部品の互換性が問題となり、規格化が急務となりました。
特に機械の部品点数として圧倒的に多い「ねじ」にホイットワースは注目します。
ホイットワースは当時広く使われているねじを集め、寸法や形状から規格を決めるために動きます。
そして1841年、ホイットワースはねじ山の角度を55度と定め、同一直径に対しては標準の同一ピッチを用いるというねじの体系を民事技術者協会(ICE)に提案しました。
ホイットワースの提案を協会が承認し、機械製造業者はこれに従うこととなり、史上初の「標準ねじ(ウィットねじ)」として国内全体に普及していきます。
1860年には、ウィットねじがイギリス全土で一般的に用いられるようになりました。
英国規格協会に標準ねじ規格として定められたウィットねじは、産業革命に大きく貢献しました。
また、ウィットねじが採用された機械が世界各国へ輸出されることで、国際的なねじの規格として認められていきます。
ホイットワースはその他にも、長さを精密に測る「測長機」、世界最初の真平面を実現した「定盤」など、製造業を支える技術を開発しています。
ホイットワースは機械工場の経営者としても優秀でした。
すべての製品製作にあたり 、繰り返しの実験で得たデータに基づいて設計し、材料選択や加工方法も常に実証的処理を行うなど、機械製作の合理化を追求し続けます。
これらの実証的管理手法の確立により 、ホイットワースは19世紀半ばにおける世界の工作機械メーカーの指導的立場として大きな足跡を残しました。
イギリスにおける測定技術の発展
機械部品の精度向上に大きな影響を与えた重要な発明の1つが、長さを正確に測定できる測長機の発明です。
これまでの説明に登場したワット、モーズリー、ホイットワースはマイクロメータ発明にも関わっており、それぞれの特徴を紹介します。
ワットのマイクロメータ
1772年、ワットが初めてねじを利用した本格的な測長器である「卓上形マイクロメータ」を発明しました 。
ワットが考案したマイクロメータの機構は、ねじとピニオンラックを組み合わせたもので、ねじの回転によって噛み合うラック付きの板が移動して測定物を挟みます。
大円盤のハンドルがねじの回転数を指し、正面の小円盤の指針が分数値を示すことで、1/10000インチ(0.0025㎜)を読み取ることができました。
測定物を挟むためのU字形のフレームは、 のちにマイクロメータの主流になりますが、既にその先駆けとなるデザインを取り入れていました 。
ワットの卓上形マイクロメータはミツトヨ測定博物館で見ることができます。
モーズリーのマイクロメータ
1805年、モーズリーは正確な寸法を測るための「卓上形マイクロメータ」を発明しました。
モーズリーの卓上形マイクロメータは「大法官」と名付けられ、精密測定器の始まりとされています。
モーズリーが考案したマイクロメータの機構は、4本足で支えられた台の上で長方形のブロックで測定物を挟みます。
ブロックを支えるサドルには窓が開いていて、台のへりに刻まれた1/10000インチ (2.5μm)の目盛を読み取ることができました。
製造から約100年経った1918年に精度を調べたところ、ほとんど狂っていなかったといわれています。
ホイットワースのマイクロメータ
ワットとモーズリーのマイクロメータは、あくまで自家用にすぎませんでした。
19世紀後半になり、ホイットワースによって精密なマイクロメータが製作され、商品化されます。
その代表的なものが1855年に製造された100万分の1インチ(0.254μm)を測ることができるマイクロメータで、 かなりの数が製作されて工業製品の生産・計測に大きく貢献しました。
1.8m測長器の現物がミツトヨ測定博物館に展示されています。
イギリス工作機械の敗因
19世紀初頭にイギリスのマンチェスターで繊維工業や機関車製造業などが発達し、工作機械の需要も増え、さらに発展していきます。
世界の新しい工場はイギリス製の機械を導入し、産業革命を通じて幅広い技術分野がそろったイギリスは圧倒的な存在感をもっていました。
しかし、近代工作機械を生み出し、産業革命をリードしたイギリスの工作機械は、20世紀に入ると世界に占める比重が下がり、1960年代から70年代にかけて急速にその地位を低下させることになります。
イギリスの工作機械がなぜアメリカに負けることになったのか。
イギリスの敗因を3つに分類してまとめています。
熟練労働者の存在
イギリスは熟練労働者の供給が豊富で、機械加工した部品を最終的には手仕上げで加工して組み立てており、精密部品を加工する機械の需要が低かったとされています。
しかも、イギリスは熟練労働者の供給が豊富なだけでなく賃金も安く、機械への代替えも遅れました。
さらに、産業革命時には工作機械が職人から熟練の手作業を奪うとして、イギリスで工作機械製作者が批判されたこともあったようです。
これはAIが人の仕事を奪うという現代の批判にも似ています。
関連して、圧倒的な優位から自己満足と保守性が助長され、過去の栄光に依存した上で、先入観を強くもっていたことをイギリスの敗因として指摘する書籍もありました。
これらイギリスの熟練労働者の存在が、工作機械による大量生産と結びつきにくかったことが敗因の1つとして考えられます。
工作機械の需要変化
イギリス国内には蒸気機関に関連した加工ニーズが十分にあり、新規市場に対する工作機械開発が積極的に進む状況ではありませんでした。
19世紀後半~20世紀にかけてのイギリスは、正面旋盤や中ぐり盤などを中心に開発・製造されています。
それらイギリスの工作機械は蒸気機関やそれに関連した機器に対する大型重切削機械や多目的機械で、精密で複雑な形状や量産向けの小型部品の加工には不向きでした。
19世紀後半にバーミンガムを中心にイギリスで自動車製造業が発達しますが、それらの企業で用いられる工作機械や工具はアメリカやドイツで開発・生産されたものが中心でした。
国産工作機械がイギリス国内の需要を満たせなくなっていたのです。
イギリスの工作機械はアメリカと比較して単純で扱いにくく、デザインは古臭く、速度も遅いと評価されていたようです。
一方で、イギリスの工作機械は信頼性は高く耐久性があるという評価がされていました。
イギリス国内の製造業から引き合いが減ったことで工作機械産業が業績不振となり、新技術の導入が進まずにアメリカとの差を広げました。
関連して、工作機械メーカーの責任だけでなく、政策の失敗をイギリス敗因として指摘する書籍もありました。
産業の変化にイギリスの工作機械開発が対応できなかったが2つ目の敗因と考えられます。
アメリカン・システムの誕生
当時のイギリスで製造される銃には、軍用の銃と狩猟用などスポーツ用の銃がありました。
軍からの銃の注文は変動が大きく、イギリスの優秀な銃職人は軍向けの受注を避けていました。
イギリスの貴族たちが購入する狩猟用の銃はオーダーメイドで、銃の製造工程は細かく分けられ、多くの職人がその分業化された工程に携わって手作業で丁寧につくっていました。
特に銃の仕上げ作業として多いのがヤスリがけであり、熟練工になるために少なくとも5年の修業が必要で、1日に製造できる数も限定的でした。
一方アメリカでは、19世紀初頭までは自国に工作機械を専門に製造する企業がいませんでした。
当時新興国だったアメリカには技術者も腕のよい熟練労働者も少なかったため、誰でも使うことができ、誰が作っても同じものができる機械の開発が求められました。
そして、アメリカでマスケット銃の生産システムに必要な専用工作機械が誕生し、それらを用いた互換性部品の製造方法(のちのアメリカン・システム)が確立していきます。
アメリカン・システムは自動車の生産に応用され、さらに自動車製造技術と工作機械技術が相互に刺激しあってアメリカで発展します。
1853年にイギリスの技術者一団がアメリカを訪問した際、アメリカがすでに工作機械設計の主導権をにぎっていることを確認したという記録が残っています。
アメリカン・システムの登場によって、イギリスが技術開発のスピードに追い付けなくなったことが3つ目の敗因と考えられます。
アメリカン・システムについては「アメリカにおける工作機械と切削加工の歴史」で紹介しています。
編集長コメント
「イギリスにおける工作機械と切削加工の歴史」いかがでしたか。
機械・工学・精密などをテーマとした書籍含め、切削加工に関連した情報源を網羅的に確認し、独自の構成でまとめてみました。
タクミセンパイとしては切削工具の歴史をたくさん紹介したいところではありますが、切削加工の歴史の多くは工作機械に関する内容であり、工作機械が中心となっています。
切削加工業界に携わるすべての方が楽しめる内容を目指し、専門的な内容は最小限に抑え、歴史上の重要人物と発明を中心に紹介しています。
この記事を直接業務に活用するのは難しいかもしれませんが、工作機械と切削加工の理解を深める上で重要な内容であると考えていますので、参考にしていただけると嬉しいです。
「アメリカにおける工作機械と切削加工の歴史」「ドイツにおける工作機械と切削加工の歴史」とあわせて読んでいただくと、発展や失敗の違いを比較して学ぶことができるため、あわせてご活用ください。
関連記事
執筆者情報

本記事はタクミセンパイの服部が執筆・編集しました。
私は工具メーカーでの営業とマーケティングの経験を活かし、切削工具と切削加工業界に特化した専門サイト「タクミセンパイ」を2020年から運営しています。
私(服部)の実績や経歴については「運営について」に記載しています。
タクミセンパイとして収集した最新情報をもとに、ここでしか読めない独自視点の記事や調査データを提供しています。
中立的な立場として発信する情報は、読者から「信頼できる」と高い評価を得ています。
メールマガジンのご案内
タクミセンパイでは月に1回メールマガジンを配信しております。
お届けする内容としては下記になります。
・切削工具・切削加工業界の新着オリジナル記事
・切削工具・切削加工業界のオススメ記事
・イベント情報
・会員優先のキャンペーン・イベント情報
ご興味のある方は「メールマガジンのご案内」ページをご確認ください。
会員登録は無料でいつでも退会可能です。
