
切削工具と切削加工業界に特化した専門サイト「タクミセンパイ」を運営する服部です。
今回、株式会社不二製作所 開発部 第三開発課の内海様と今井様に、α処理®についてインタビューさせていただきました。



1. 不二製作所について

タクミセンパイ服部(以下、服部):不二製作所について教えてください。
不二製作所 内海様(以下、内海様):不二製作所は、エアーブラスト装置の国内シェアトップクラス、世界でも有数の規模を誇る専業メーカーです。
1950年の創業以来、「ブラストの新たな可能性を発見できれば、そこに新しい需要が生まれる」という理念のもと、アイディアあふれるユニークな装置や世にない新加工法を開発し、新しいブラスト市場を創造することで成長し続けてきました。
これは、私たち自身が誰よりも本気でブラストを楽しみ、ブラスト装置という「ものづくり」の先にある、お客様の喜び、驚き、ワクワクという「コトづくり」で小さなイノベーションを生み出してきた結果だと考えています。
2. 不二製作所が選ばれる理由
服部:不二製作所が選ばれる理由について教えてください。
内海様:エアーブラスト専業メーカーとして150件以上の特許を保有し、累計納入台数は35,000台を超えています。
年間の取引先数は約7,500社で、多くのお客様に信頼され、選ばれ続けています。
選んでいただく理由の1つが、納入装置の90%以上がお客様のご要望に合わせて設計したカスタマイズ装置だからです。
そして、社内に300台のエアーブラスト装置と数百種類の研磨材在庫を備え、試作や量産の受託加工、装置レンタルといったあらゆるブラストニーズに対応したサービスを提供し、評価いただいています。

幅広い技術・製品を提供していますので、ご相談いただければ最適な方法をご提案いたします。
また、テストも対応しておりますので、お気軽にご相談ください。
3. 不二製作所の技術
服部:不二製作所の技術について教えてください。
内海様:不二製作所では幅広い技術を提供しています。
不二製作所の技術を、「コア技術(ブランド)」「特定領域が得意な技術」「一般ブラストの用途」の3種類に分類して説明します。
コア技術(ブランド)
不二製作所のコア技術(ブランド)で分類したものが下記の表です。
今回インタビューいただいた「α処理」は、専用装置によって精密な機械駆動部品の強化および摺動性向上という価値を提供します。
| コア技術 | 概要 |
| α処理 | 精密な機械駆動部品の強化および摺動性向上 |
| WPC処理 | 機械駆動部品の強化および摺動性向上 |
| 微細加工処理 | 硬脆性材のナノレベル粗さの成形と表面造形 |
| シリウスシリーズ | 研磨(対象例:金型、工具、宝飾) |
特定領域が得意な技術
特定領域が得意な技術で分類したものが下記の表です。
切削工具強化にも利用される技術の1つが「α処理」です。
| 得意分野 | 提供価値 |
| gemini処理 | 表面機能付与(粉体流動性、親水/撥水性) |
| MKS処理 | 金型改良(対象例:樹脂金型、ダイキャスト型) |
| 切削工具強化 | 性能向上(対象例:チップ、パンチ、ドリル) |
| 光学調整 | 特性変化(対象例:フィルム、ガラス、樹脂) |
| 精密パターニング加工 | 成形(対象例:高脆性材、セラミックス) |
| エロージョン試験 | 材料の耐摩耗試験機としての定量切削性能 |
一般ブラストの用途
さいごに一般ブラストの用途で分類したものが下記の表です。
| 一般用途 | 提供価値 |
| ショットピーニング | 疲労強度向上(対象例:ブレード、シャフト) |
| 下地処理(接合) | 密着性向上(対象例:メッキ、塗装、コーティング、接着) |
| 彫刻デザイン | 切削造形(対象例:ガラス、木材、石材) |
| バリ取り | 仕上げ(対象例:樹脂成形品、切削品) |
| シボ仕上げ | 仕上げ(対象例:製品筐体、建材) |
| リユース、リサイクル | 塗装剥離、傷消し、レアメタル回収 |
4. α処理について
服部:α処理について教えてください。
不二製作所 今井様(以下、今井様):α処理®とは、α処理特殊メディアを被加工物に対して高速で噴射し、被処理面に強度と靭性を両立した加工層を形成することで、硬度向上と大きな圧縮残留応力の付与を実現する不二製作所の特許技術です。
下記画像は、硬度向上と残留応力を比較したグラフです。
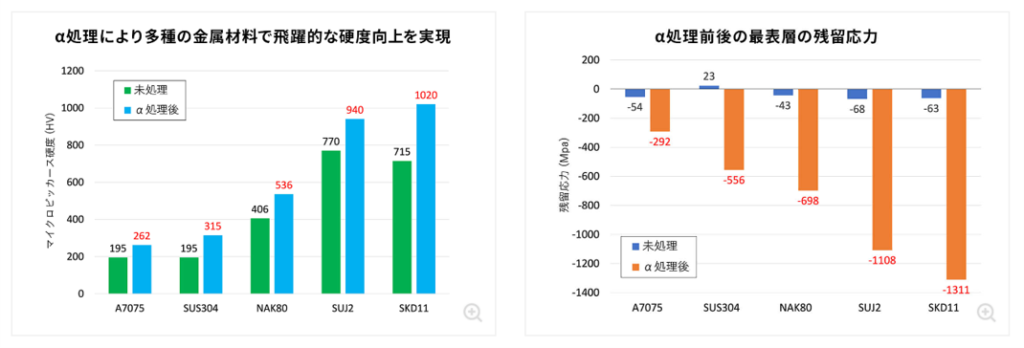
SKD11では、未処理と比較してα処理によって硬度が約1.4倍、残留応力が約20倍に向上しています。
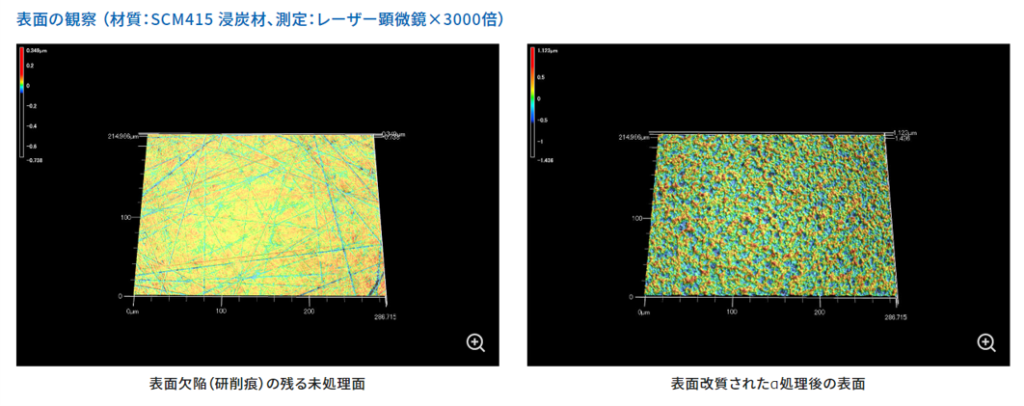
また、α処理後の表面はメディアの衝突によってできたマイクロテクスチャと呼ばれる微細な凹凸の集合体となり、摩擦抵抗が低減した摺動性の良い表面に仕上がります。
下図は未処理とα処理後のSCM415の表面を比較したものです。
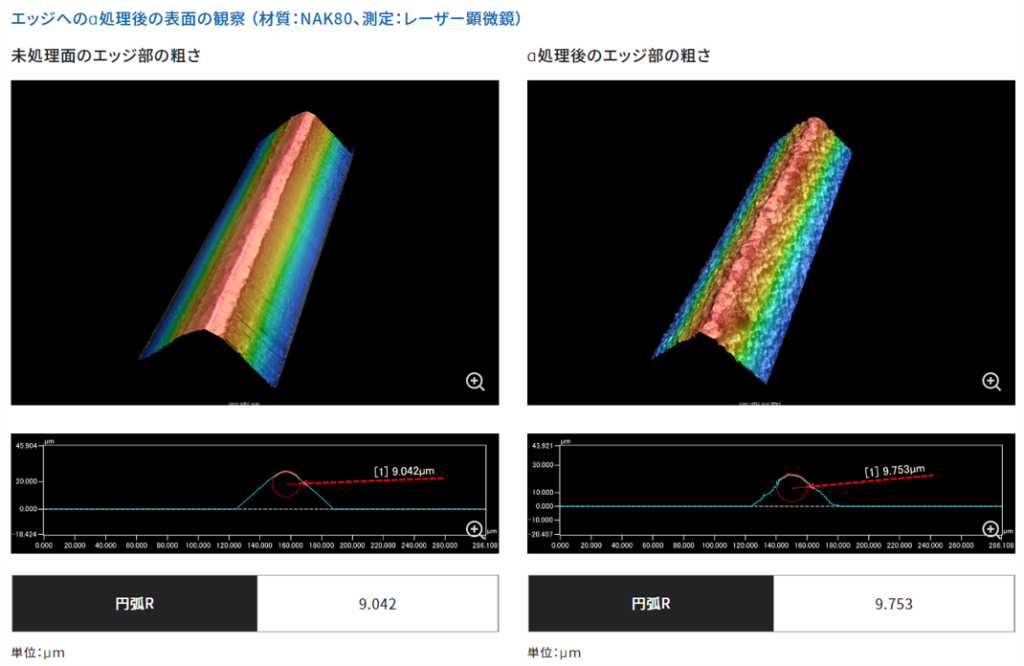
そして、エッジの寸法・形状をほとんど変化させることなく、耐久性と摺動性を向上できるのがα処理の最大の特徴です。
下図は未処理とα処理後のNAK80のエッジ部の粗さを比較したものです。
α処理は工具や刃物の刃先、精密プレス金型(パンチ、ダイ)、減速機や医療器具、精密駆動部品など、多様な業界・用途で適用されています。
5. 切削工具×α処理
服部:切削工具へのα処理の効果について教えてください。
今井様:DLC・クロムめっき等の硬質コーティング膜の上から従来のブラスト加工をすると、被膜が剥離してしまいます。
しかし、α処理では被膜を剥離させることなく、被膜自体の残留応力調整や摺動性を向上させることができます。
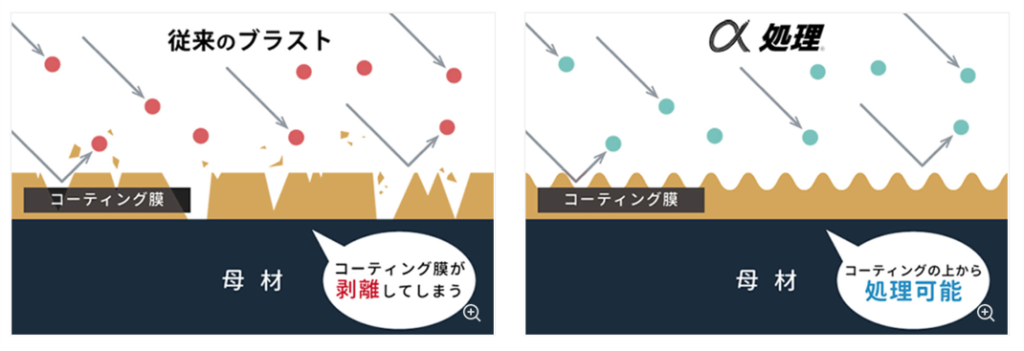
つまり、コーティングに+αして処理が可能で、性能を向上させることができます。
これらの特徴から、コーティング済みの切削工具への適応で性能を向上させた実績があります。
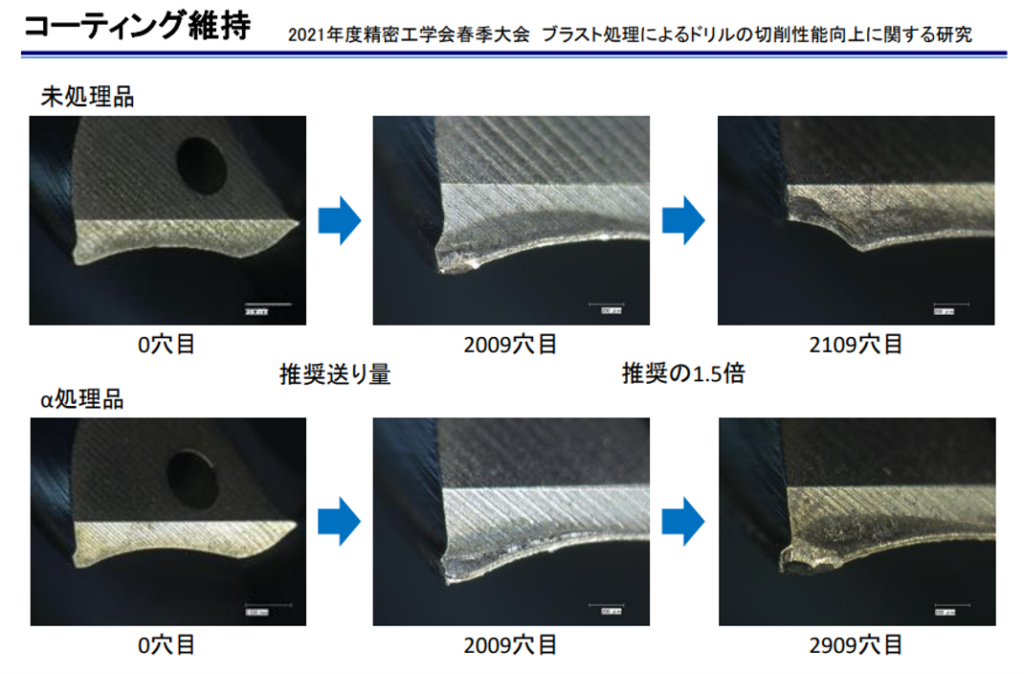
超硬ドリルの刃先にα処理をすることで残留応力を調整し、穴加工におけるドリル寿命を過負荷試験(メーカ推奨の1.5倍の送り速度で穴加工)で未処理ドリルの約5倍に向上することに成功しております。
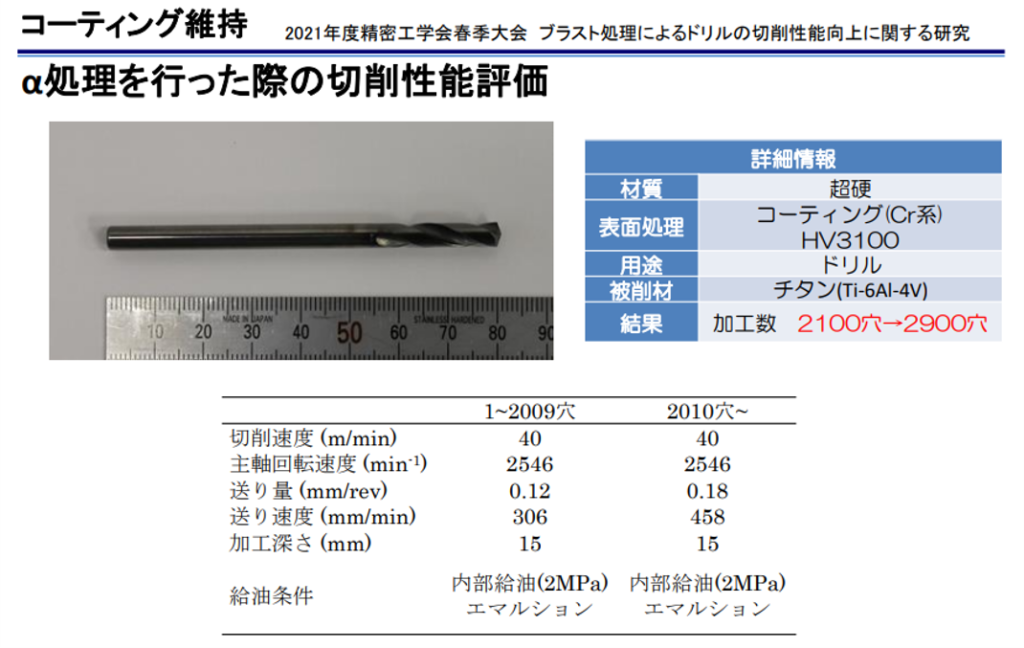
画像からわかるように、α処理による刃先の形状変化とチッピングは無く、工具本来の切れ味を維持しています。
また、摺動性向上により難削材加工の構成刃先の発生を抑制し、加工面の仕上がりが向上したという事例もあります。
ドリル(母材:高靭性ハイス、硬質コーティング)をα処理した前後を比較すると、写真ではわかりづらいですが、光沢感が少し異なります。
6. α処理の仕組み
服部:α処理を均一に処理できる仕組みについて教えてください。
今井様:微粒子の定量噴射装置を用いることで、手動機および自動機により安定して加工ができます。
こちらはロボットを搭載したテスト用のα処理自動機です。

編集長コメント
切削工具の新たな可能性「α処理」の今後の展開を楽しみにしております。
コーティングに+αして処理ができるため、可能性を感じています。
α処理のインタビューにあわせて、東京都江戸川区にある不二製作所 本社工場を見学させていただきました。

不二製作所は東京23区の駅から徒歩5分の位置に、プロ野球場グラウンドに匹敵する延床面積の巨大な工場を所有されています。
そして、ブラスト装置を設計から製造(切削加工・板金加工・溶接・塗装)、組立まで東京の工場で内製されています。
なんと、内製化率は約80%とのことです。
つまり、不二製作所のブラスト装置はMade in Tokyoなのです。
自社設計で部品の内製化率が高いため、数十年前のブラスト装置であっても基本的には修理可能だそうです。
工場見学を通じて、お客様の喜び・驚き・ワクワクという「コトづくり」を大切にされていることが伝わってきました。
執筆者情報

本記事はタクミセンパイの服部がインタビューして執筆・編集しました。
私は工具メーカーでの営業とマーケティングの経験を活かし、切削工具と切削加工業界に特化した専門サイト「タクミセンパイ」を2020年から運営しています。
私(服部)の実績や経歴については「運営について」に記載しています。
タクミセンパイとして収集した最新情報をもとに、ここでしか読めない独自視点の記事や調査データを提供しています。
中立的な立場として発信する情報は、読者から「信頼できる」と高い評価を得ています。
メールマガジンのご案内
タクミセンパイでは月に1回メールマガジンを配信しております。
お届けする内容としては下記になります。
・切削工具・切削加工業界の新着オリジナル記事
・切削工具・切削加工業界のオススメ記事
・イベント情報
・会員優先のキャンペーン・イベント情報
ご興味のある方は「メールマガジンのご案内」ページをご確認ください。
会員登録は無料でいつでも退会可能です。

