
タクミセンパイが主催となって開催する切削工具に特化したオンラインイベント「切削工具フェス」の企画の1つが「切削工具改善コンテスト」です。
こちらは2023年7月に開催した切削工具改善コンテスト2023で大賞を受賞した「松永製作所」のインタビュー記事です。
工作機械情報、被削材情報、改善前の加工情報、改善後の加工情報、改善にあたっての担当者の思いを紹介しています。

切削工具改善コンテスト2023大賞
切削工具改善コンテスト2023の概要と、大賞を受賞された株式会社松永製作所の応募内容について紹介します。
切削工具改善コンテストについて
2023年7月1日から7月31日まで開催された「切削工具フェス2023」の企画の1つとして、切削工具ユーザー(工作機械で切削加工されている方)を対象として、切削工具の改善に関するコンテストを開催しました。
切削工具の改善とは、採用中の切削工具を新しい工具に改善(変更)して生産性を向上させることと定義しています。
タップから高性能のタップに変更することも、タップからスレッドミルに変更することも切削工具の改善に該当します。
切削工具の改善によって工具技術者がもっと評価される社会にしたいという想いで、切削工具の改善を競うコンテストを開催し、タクミセンパイが頑張る皆さまを表彰させていただくというコンセプトになります。
受賞者情報

| 会社名 | 株式会社松永製作所 |
| 受賞者名 | 代表取締役 松永倫則様 マシニングセンタ担当 鈴木裕樹様 |
工作機械情報

| 使用した工作機械の種類 | マシニングセンタ |
| 使用した工作機械メーカー | DMG森精機株式会社 (NVX5100) |
| 使用した切削油剤メーカー(型番) | (エアーカット) |
被削材情報
| 加工する被削材の材料名 | S45C |
| 加工する被削材のカテゴリ | その他部品 |
| 加工する被削材の月間生産量 | 18個/月 |
改善前の加工情報
| 改善前の切削工具の種類 | エンドミル |
| 改善前の加工条件 | S200 F60 |
| 改善前の加工時間 | 60分 |
| 改善前の切削工具の寿命 | 2個くらい加工して刃が欠けた |
| 改善前の課題 | 刃持ちの悩みと加工時間 |
改善後の加工情報
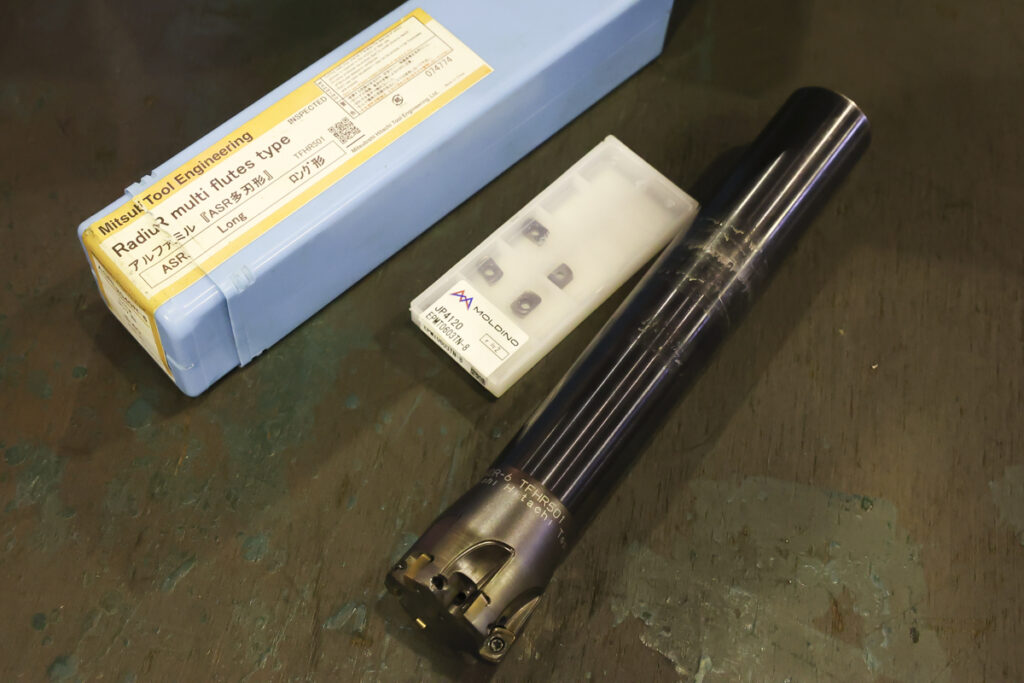
| 改善後の切削工具の種類 | 高送りカッター |
| 改善後の切削工具メーカー(型番) | 株式会社MOLDINO (アルファ高送りラジアルミル ASR多刃タイプ ASRL2040R-6 ロング型) |
| 改善後のツーリングメーカー(型番) | 株式会社日研工作所 (BT50ミーリングチャック) |
| 改善後の加工条件 | S1500 F13000 Z0.5 |
| 改善後の加工時間 | 20分 |
| 改善後の切削工具の寿命 | 未交換で18個の加工が完了できた |
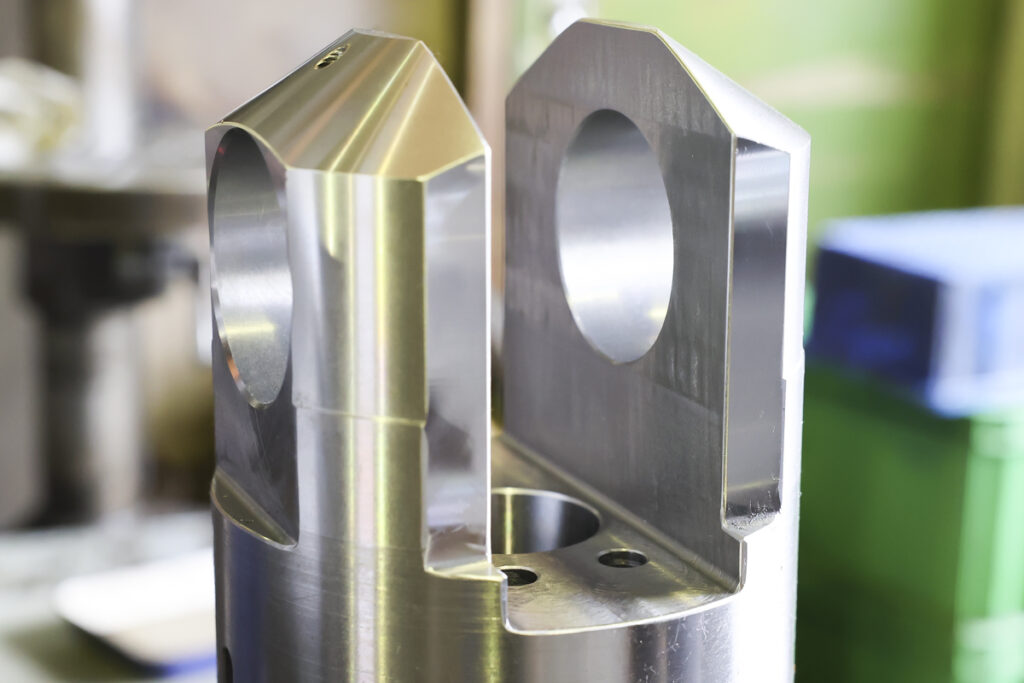
| 改善後の定量的なメリット | 幅60.5㎜、深さ128mmの加工において、エンドミルで加工していたときはワークを横にして加工していたので時間と工程数が増えてしまった。 改善後は工程数が1回になったので段取り時間も減って加工時間も短縮できた。 荒加工から仕上げ加工まで終わらせることができるようになった。 |
| 改善後の定性的なメリット | 加工時間の短縮と刃物のもちと段取り時間が短縮できたこと。 高送りしたことで加工時間はすごく短縮できたこと。 マシニングは頭を使うことが多いが、商社の人に「こんなのがあればいいな」と聞いたことで探してくれたので感謝している。 加工してみないといい結果がでないということもわかった。 これからも改善できるところは取り組みたい。 |
改善にあたっての担当者の思い
加工時間と刃持ちを改善できたことがよかった。 さらに段取り時間も短縮に繋げることができた。
1. 切削工具改善コンテストの参加理由
タクミセンパイ服部(以下、服部):切削工具改善コンテストに参加された理由を教えてください。
株式会社松永製作所 鈴木様(以下、鈴木様):松永社長から「タクミセンパイ」を紹介され、サイトを見ていて「切削工具改善コンテスト」の存在を知りました。
ちょうど切削工具の改善に成功した取り組みがあったため、松永社長に相談して応募しました。
2. 採用した切削工具との出会い
服部:切削工具改善コンテストに応募された切削工具との出会いを教えてください。
鈴木様:今回採用した切削工具(MOLDINO)は、機械工具販売店に「何かいい工具はないか」と相談し、提案していただきました。
デモ機を借りてテストをして、効果が認められたため採用を決定しました。
MOLDINOの切削工具はこれまで使ったことがなく、新しい切削工具メーカーを試す機会も少なかったため、チャレンジングな改善でした。
高送りカッターを使うのが初めてだったため、最初は加工条件を抑え、恐る恐るトライしました。
加工条件を抑えすぎた領域ではいい結果が出なかったのですが、推奨の加工条件(ただし松永製作所としては試したことがない領域)で加工したところ、非常に良い結果が出て驚きました。
株式会社松永製作所 松永様(以下、松永様):これまで特に問題がなかった切削工具を「変える」ことのリスクはあります。
今回切削工具の改善によって、2週間かかっていた加工時間を半分以下にすることに成功しました。
使ったことがない切削工具メーカーや新製品を今後も積極的に試してみようと思えるキッカケになりました。
今回採用したワークと類似形状のものが他にもあるため、横展開も進めています。
切削工具の改善は工作機械と比較すると小さな投資で取り組むことが可能です。
今回の取り組みによって、製造原価の低減につながる切削工具改善の重要性を改めて実感しました。
3. 松永製作所の強み

服部:株式会社松永製作所の強みを教えてください。
松永様:「小さなお付き合いを大切に」、これが我が社の創業以来のモットーです。
旋盤加工、マシニング加工、内外径研磨加工、一部産業機械組立を事業とし、材料調達から最終工程の研磨まで対応しています。
長さ500㎜まで(外径研削は1,000㎜まで)、φ5~φ200㎜を得意としており、小さな丸物の精密加工でしたらおまかせください。
編集長コメント
切削工具改善コンテスト2023は5名(5社)の応募があり、定量的・定性的な改善効果から松永製作所 鈴木様の応募を大賞に選びました。
切削工具の改善によって加工時間が半分以下になっており、素晴らしい改善として表彰させていただきました。
大賞を受賞された鈴木様は驚きながらも喜ばれており、「来年も良い改善があれば参加してみたい」と挑戦を検討されていました。
次回の参加も楽しみにしています。
採用済みの工具を変えること、今まで使ったことがない切削工具メーカーを使ってみることは、チャレンジであると思います。
今回チャレンジされた鈴木様は、予想もしなかった結果に満足されており、今後は積極的に新しいメーカーや新製品を使ってみたいと話されていました。
松永社長は現場の経験があり、工具の単価だけではなく、製造原価をいかに下げることができるかの視点で今回の切削工具改善をサポートされていました。
製造現場に理解のある方が工具購入の決裁権を持たれていると、切削工具の改善が進みやすいと感じました。
関連記事
執筆者情報

本記事はタクミセンパイの服部がインタビュー・執筆・編集しました。
私は工具メーカーでの営業とマーケティングの経験を活かし、切削工具と切削加工業界に特化した専門サイト「タクミセンパイ」を2020年から運営しています。
私(服部)の実績や経歴については「運営について」に記載しています。
タクミセンパイとして収集した最新情報をもとに、ここでしか読めない独自視点の記事や調査データを提供しています。
中立的な立場として発信する情報は、読者から「信頼できる」と高い評価を得ています。
メールマガジンのご案内
タクミセンパイでは月に1回メールマガジンを配信しております。
お届けする内容としては下記になります。
・切削工具・切削加工業界の新着オリジナル記事
・切削工具・切削加工業界のオススメ記事
・イベント情報
・会員優先のキャンペーン・イベント情報
ご興味のある方は「メールマガジンのご案内」ページをご確認ください。
会員登録は無料でいつでも退会可能です。
