
タクミセンパイが主催となって開催する切削工具に特化したオンラインイベント「切削工具フェス」の企画の1つが「切削工具改善コンテスト」です。
本記事では2022年7月に開催した切削工具改善コンテスト2022の結果を発表しています。


切削工具改善コンテストについて
2022年7月1日から7月31日まで開催された「切削工具フェス2022」の企画の1つとして、切削工具ユーザー(工作機械で切削加工されている方)を対象として、切削工具の改善に関するコンテストを開催しました。
切削工具の改善とは、採用中の切削工具を新しい工具に変更することで、生産性を向上させることを表しています。
切削工具の改善がもっと評価される社会にしたいという想いで、切削工具の改善を競うコンテストを開催し、タクミセンパイが頑張る切削工具ユーザーの皆さまを表彰させていただくというコンセプトになります。
2022年は下記3つの賞をご用意しました。
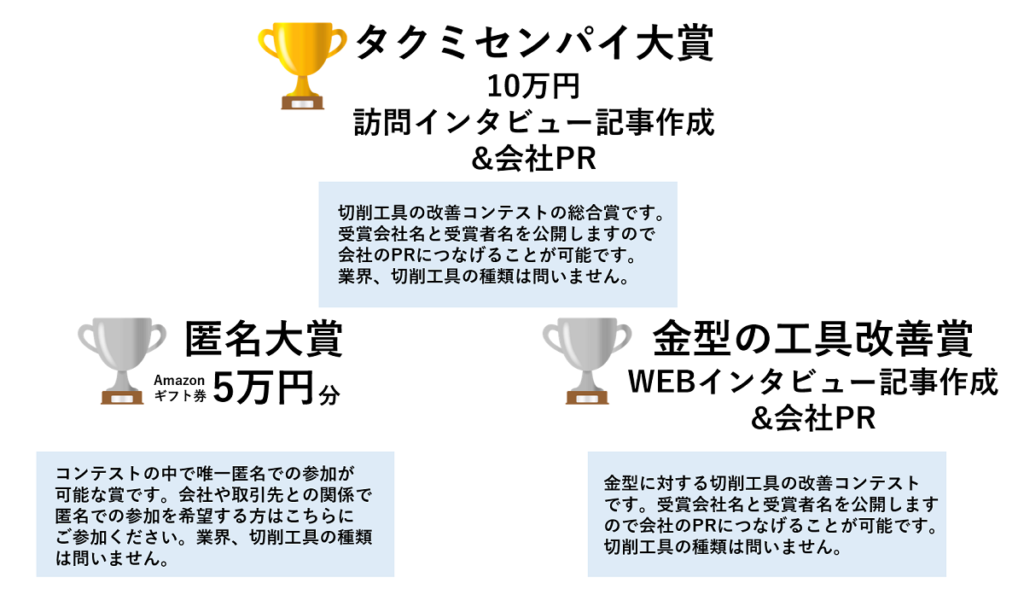
コンテストの詳細ページはこちらです。
上記の賞のうち、タクミセンパイ大賞と匿名大賞に応募いただきましたので、下記にて発表いたします。
タクミセンパイ大賞

株式会社武井製作所の三枝様・纐纈様がタクミセンパイ大賞を受賞されました。
おめでとうございます。
武井製作所の受賞者インタビュー記事は「武井製作所:切削工具改善コンテスト受賞者インタビュー」をご覧ください。
受賞内容の応募者情報、工作機械情報、被削材情報、改善前の加工情報、改善後の加工情報、改善にあたっての担当者の思いを下記にて紹介いたします。
受賞者情報
| 会社名 | 株式会社武井製作所 |
| 部署名 | 製造部 |
| 役職名 | 工場長 |
| 応募者名 | 三枝 勝様 |
工作機械情報
| 使用した工作機械の種類 | 複合旋盤 |
| 使用した工作機械メーカー | シチズンマシナリー株式会社 |
| 使用した切削油剤メーカー(型番) | タイユ株式会社(SX-507K) |
被削材情報
| 加工する被削材の材料名 | SCM415 |
| 加工する被削材のカテゴリ | その他部品 |
| 加工する被削材の月間生産量 | 150個 |
改善前の加工情報
| 改善前の切削工具の種類 | 旋削加工用の内径・外径工具 |
| 改善前の加工条件 | 周速S180 送りF0.2 |
| 改善前の切加工時間 | 95秒 |
| 改善前の切削工具の寿命 | 150個 |
| 改善前の課題 | ・削る量が多いので時間がかかる ・ワーククランプ力が弱い ・摩耗してくると切粉が伸びてしまう |
改善後の加工情報
| 改善後の切削工具の種類 | 旋削加工用の内径・外径工具 |
| 改善後の切削工具メーカー(型番) | 株式会社タンガロイ (6C-TOMG250608M-TM) |
| 改善後のツーリングメーカー(型番) | 株式会社タンガロイ (ATXOR2020K25-A) |
| 改善後の加工条件 | 周速S150 送りF0.6 |
| 改善後の加工時間 | 72秒 |
| 改善後の切削工具の寿命 | 150個 |
| 改善後の定量的なメリット | ・加工時間短縮による生産性向上と原価低減 |
| 改善後の定性的なメリット | ・摩耗しても切粉が伸びなくなり、切粉の廃棄処理が楽になった ・新しい加工方法を経験し結果が出せた |
改善にあたっての担当者の思い
今回使用した工具は後挽き加工に特化したものである。
後挽き加工の経験があまりなく、しかもワークのクランプ力もあまり強くない悪条件の中で改善をスタートさせた。
加工者の頑張りもあり、結果とんでもなく早い送りでの加工に成功した。
見たことのない送りでの加工に、加工担当者と一緒に楽しんで改善ができた。
まだ改善の余地が残っているため、今後さらにサイクルアップが期待できそうである。
これにより、削り代が多いワークに横展開も考えており今後がとても楽しみである。
加工時間のかかる製品を効率よく加工できる様に、今後も改善に取り組んでいきたい。
何より新しい経験と実績が出来たことが1番嬉しく思う。
匿名大賞
匿名大賞 受賞者の内容を紹介いたします。
工作機械情報
| 使用した工作機械の種類 | マシニングセンタ |
| 使用した工作機械メーカー | OKK株式会社 |
| 使用した切削油剤メーカー(型番) | BPカストロール株式会社 (アルソール RAL BFJ) |
被削材情報
| 加工する被削材の材料名 | AC2C相当 |
| 加工する被削材のカテゴリ | 建機部品 |
| 加工する被削材の月間生産量 | 800個 |
改善前の加工情報
| 改善前の切削工具の種類 | ドリル |
| 改善前の加工条件 | 回転数:2200rpm 送り:250mm/min(食付き) →385mm/min→520mm/min→385mm/min(底面) *鋳抜き穴あり |
| 改善前の加工時間 | 151.2秒 |
| 改善前の切削工具の寿命 | 2,000個で破損 |
| 改善前の課題 | ・加工中の振動および音が激しく破損してしまう ・加工径の拡大、加工面の傷 |
改善後の加工情報
| 改善後の切削工具の種類 | ドリル |
| 改善後の切削工具メーカー(型番) | 非公開 |
| 改善後のツーリングメーカー(型番) | 非公開 |
| 改善後の加工条件 | 回転数:1417rpm 送り:212mm/min(食付き) →496mm/min→212mm/min(底面) |
| 改善後の加工時間 | 130秒 |
| 改善後の切削工具の寿命 | 3,500個を超え継続中 |
| 改善後の定量的なメリット | ・加工時間の短縮 ・工具寿命延長 ・工具破損によるワーク不良発生 ・加工径の安定、拡大無し バラツキ0.005mm |
| 改善後の定性的なメリット | ・破損による次加工の工具被害の防止 ・加工面の傷無し |
改善にあたっての担当者の思い
ワーク材質がアルミの鋳物で加工穴に鋳抜き穴があり、ボーリングや通常のドリルでは穴位置、穴径、加工面が安定せず工具破損が発生する。
市販の刃具にはこのサイズの鋳抜き穴に使える工具が無く(各社使えそうな工具のテストを行った)、改善前のメーカーに使用可否の確認をし、使えると言うことで使用していたが振動、音が激しく最後は破損した。
改善後の工具メーカー(会社名は非公開)にオーダーした特殊品で、安定した加工ができ、工具寿命も5倍ぐらい延びそうです。
編集長コメント
今回、切削工具改善コンテスト2022に2名の方が応募いただきました。
タクミセンパイ大賞は、複合旋盤での改善事例でした。
改善にあたっての担当者の思いでは、加工担当者と一緒に楽しんで改善されていることが紹介されており、素晴らしいと感じました。
後日、株式会社武井製作所の三枝様にはインタビューを実施いたします。
匿名大賞では、マシニングセンタでの改善事例でした。
鋳抜き穴があり、穴位置、穴径、加工面が安定せず工具破損が発生するという状況において、特殊品で問題解決されているのは参考になりますね。
今後タクミセンパイ、切削工具フェス、切削工具改善コンテストの認知を向上し、参加者を増やしたいと考えております。
関連記事
執筆者情報

本記事はタクミセンパイの服部が執筆・編集しました。
私は工具メーカーでの営業とマーケティングの経験を活かし、切削工具と切削加工業界に特化した専門サイト「タクミセンパイ」を2020年から運営しています。
私(服部)の実績や経歴については「運営について」に記載しています。
タクミセンパイとして収集した最新情報をもとに、ここでしか読めない独自視点の記事や調査データを提供しています。
中立的な立場として発信する情報は、読者から「信頼できる」と高い評価を得ています。
メールマガジンのご案内
タクミセンパイでは月に1回メールマガジンを配信しております。
お届けする内容としては下記になります。
・切削工具・切削加工業界の新着オリジナル記事
・切削工具・切削加工業界のオススメ記事
・イベント情報
・会員優先のキャンペーン・イベント情報
ご興味のある方は「メールマガジンのご案内」ページをご確認ください。
会員登録は無料でいつでも退会可能です。

